
Signifikante Verbesserung der Breiten-Performance in Warmwalzwerken
von Hubert Hunscheidt

Die möglichst exakte Regelung der Messgutbreite ist in Warmwalzstraßen entscheidend für die Produktqualität sowie die Effizienz des Walzprozesses. Eine gezielte Beeinflussung der Materialbreite ist im Wesentlichen nur im Vorgerüst möglich und die Kenntnis der exakten Messgröße an dieser frühen Stelle im Produktionsprozess somit von entscheidender Bedeutung.
Die im Bereich des Vorgerüsts herrschenden rauen Umgebungsbedingungen mit dem typisch hohen Aufkommen an Spritzwasser, Dampf und Zunder erschweren den Einsatz von optischen Messsystemen. Für dieses Messverfahren sind komplexe Kühl- und Absaugvorrichtungen notwendig sowie ein intensiver Wartungsaufwand, um die Breite durch die Kamerasicht sicher messen zu können. Faktoren, die das Verfahren im Betrieb und bei der Instandhaltung kostenintensiv werden lassen. Eine technisch und wirtschaftlich attraktive Alternative bietet hier der Einsatz eines radarbasierten Messverfahrens.
Bereits vor einigen Jahren entwickelte die IMS Messsysteme GmbH in Kooperation mit dem Fraunhofer FHR und der Salzgitter Flachstahl GmbH ein auf Radartechnik basierendes Messsystem, das erstmals eine stabile und präzise Messung der Breite am Vorgerüst ermöglichte.
Die finale Installation des Radar Breiten-Messsystems erfolgte bei der Salzgitter Flachstahl GmbH zwischen der Stauchpresse und der Vorstraße, unmittelbar vor dem Stauchgerüst – eine Positionierung, die eine vollständige Vermessung der Breite über die gesamte Brammenlänge vor jedem Stauchstich ermöglichte. Eine durch die SMS group GmbH umgesetzte Integration der Radar Breiten-Messung in das Automatisierungssystem verdeutlichte mit den im Echtbetrieb ermittelten Messergebnissen schließlich eindrücklich, welch hohes Potential das Radar Breiten-Messsystem für eine Optimierung der Breiten-Performance bietet.
Zuverlässige Breitenmessung ermöglicht stabileren Walzprozess
Der Einsatz der auf Radartechnik basierenden Breitenmessung bot gleich für mehrere Problemstellungen eine sichere Lösung, die zu einer deutlichen Verbesserung der Vorband- und damit auch der Fertigbandbreite beitrugen:
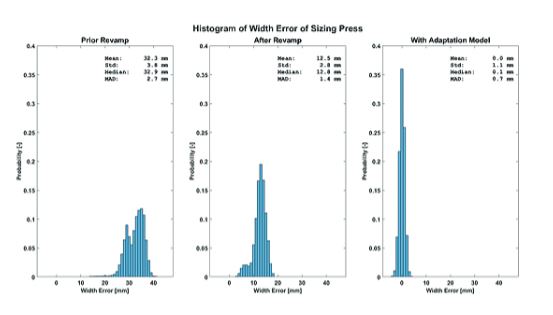
- Ein Breitenfehler der Stauchpresse, verursacht durch einen mechanischen Schaden, konnte zunächst mit Hilfe der Radar Breiten-Messung detektiert werden
- Der nach der Reparatur der Stauchpresse verbliebene Breitenfehler wurde schließlich durch die Implementierung eines Adaptionsmodells korrigiert, welches als Eingangsgröße u.a. die Daten der Radar Breiten-Messung verwendete
- Mithilfe der durchgeführten Maßnahmen konnte der Setzfehler der Stauchpresse signifikant reduziert werden, sodass nun konstante Eingangsbedingungen für den Walzprozess in der Vorstraße galten
Quelle: IMS Messsysteme GmbH / Grafik: SMS Group GmbH / Foto: Salzgitter Flachstahl GmbH