
ISCAR erweitert Angebot an CBN-Werkzeugen
Ettlingen - Metallverarbeitende Unternehmen müssen einem wachsenden Wettbewerbsdruck durch schnelle und flexible Fertigungsverfahren begegnen. Als geeignete Methode, Prozesszeiten zu verkürzen, erfreut sich die Hartbearbeitung mit Werkzeugen aus kubischem Bornitrit (CBN – Cubic Boron Nitride) wachsender Beliebtheit – auch im Werkzeug- und Formenbau. ISCAR hat deshalb sein CBN-Angebot zum Drehen speziell von gehärteten Stählen stark ausgebaut.
Im Maschinenbau, der Antriebstechnik sowie im Werkzeug- und Formenbau müssen viele Werkstücke nach dem Härten zerspant werden. In der Vergangenheit wurden solche Bauteile durch Schleifen hergestellt. Der Nachteil: Dieser Prozess ist zeitaufwändig und teuer. Als geeignete Alternative konnte sich die Hartbearbeitung mit CBN immer mehr durchsetzen. Ausschlaggebend dafür war die Entwicklung von sehr harten Schneidstoffen in Kombination mit speziellen Werkzeuggeometrien.
In der Praxis haben sich CBN-bestückte Werkzeuge bewährt. Sie ermöglichen den Anwendern lange Standzeiten und hohe Prozesssicherheit. Kubisches Bornitrit ist ein sehr leistungsfähiger Werkstoff, der herkömmliche und aufwändige Schleifmethoden ersetzen kann. CBN besitzt eine sehr hohe Warmfestigkeit, d.h. es behält auch bei hohen Zerspanungstemperaturen seine Härte, sprich seine Verschleißfestigkeit.
Moderne CBN-Sorten sind keramische Verbundwerkstoffe, die einen Bornitrid-Anteil von 40 bis 65 Prozent aufweisen. Durch das keramische Bindemittel verbessert sich die Verschleißfestigkeit. CBN wird auf einen Hartmetallträger aufgelötet, um eine Schneidplatte zu bilden. Bornitrid wird vielfach zum Schlichten von Stählen mit einem Härtegrad größer 45 HRC verwendet. Das Material wird ebenfalls zum Hochgeschwindigkeits-Schruppen von Grauguss verwendet – sowohl bei Dreh- wie auch Fräsbearbeitungen.
Hohe Oberflächenqualität im Fokus
„Die Anforderungen der OEM an die Form- und Lagetoleranzen sowie an die Oberflächenqualität von Bauteilen werden immer anspruchsvoller. Die Kunden tragen das an uns weiter und fordern entsprechende Werkzeug-Lösungen. Viele Unternehmen sehen dabei großes Potenzial in der Hartbearbeitung“, beschreibt Frederik Schmalbach, Produktmanager Drehen und Stechen bei ISCAR. Durch die kontinuierliche Weiterentwicklung leistungsfähiger CBN-Werkzeuge seien heute hohe Oberflächengüten nahe an denen des Schleifens möglich, die die Ansprüche der Anwender voll erfüllten. „Immer mehr Kunden stellen auf der Suche nach kostengünstigen Herstellverfahren und schnellen Taktzeiten auf die Hartbearbeitung um.“ Dies betrifft laut Frederik Schmalbach auch die Sintermetalle und exotische Legierungen.
„Um den Marktanforderungen gerecht zu werden und den Kunden ein noch kompetenterer Partner zu sein, stellt sich ISCAR bei den CBN-Werkzeugen breiter auf“, schildert Schmalbach. Das Unternehmen baut seine ISO-Standardlinie an beschichteten und unbeschichteten CBN-Schneidstoffsorten, Mikrogeometrien und Schneidkanten massiv aus. Darüber hinaus gibt es einen Premium-Service für schnelle Lieferzeiten im ISO-Bereich und einen detaillierten Hartbearbeitungskatalog für Anwender.
Standzeiterhöhungen bis 30 Prozent möglich
Das erweiterte ISCAR-Angebot umfasst beispielsweise das ISO-Anwendungsspektrum H05 bis H30. Für die Drehbearbeitung von gehärteten Werkstoffen bietet ISCAR CBN-Schneidstoffe in sechs Qualitäten an, die sämtliche ISO H-Anwendungsbereiche für Stähle abdecken. Mit den beschichteten Sorten IB10HC, IB25HC und IB25HA sind Standzeiterhöhungen von bis zu 30 Prozent gegenüber den unbeschichteten IB05H, IB10H und IB20H erreichbar. „Durch die große Auswahl an Schneidstoffen in Verbindung mit neuen Schneidkanten-Mikrogeometrien erzielen Anwender sehr gute Ergebnisse bei kontinuierlichen und unterbrochenen Schnitten“, beschreibt Frederik Schmalbach.
Speziell für ISO-Anwendungen S05 bis S10 eignen sich die CBN-Schneidstoffe IB05S und IB10S. Diese sind hoch verschleiß- und biegebruchfest. Die sehr gute Schneidkantenschärfe ermöglicht eine geringe Gratbildung. Eine wichtige Rolle spielt die Auslegung der Hauptschneide mit negativer Fase. „Nur durch den richtigen Mix aus stabilen Zerspanungsbedingungen, dem passenden CBN-Schneidstoff und einer entsprechenden Schneidkantenausführung wird die Bearbeitung produktiv“, sagt Schmalbach. ISCAR führt für sämtliche Anwendungen die passenden Mikrogeometrien im Portfolio. Als Standardangebot stehen scharfe Schneidkanten sowie negative Geometrien von 15, 25 und 35 Grad zur Verfügung.
Optimaler Spanbruch sichergestellt
Eine besondere Herausforderung stellt auch die Spanbildung dar. „Speziell bei der Bearbeitung von Bauteilen mit einsatzgehärteten Randzonen ist ein idealer Spanbruch mit herkömmlichen CBN-Wendescheidplatten schwer zu erzielen“, weiß Schmalbach. Da der Schnitt oft bis unter die harte Oberfläche erfolgt, entstehen bei der Zerspanung im weichen Materialteil lange Fließspäne, die schwer abzuführen sind und den reibungslosen Prozess behindern. Für solche Fälle hat ISCAR die CBN-Spanformer HF und HM entwickelt. Sie sorgen bei diesen Hart-Weichbearbeitungen in einem weiten Anwendungsgebiet für optimalen Spanbruch und ermöglichen dadurch eine zuverlässige Fertigung.
Bei der Auswahl der richtigen Bearbeitungsparameter unterstützt ISCAR seine Kunden durch einen Premium-Service. Denn um die passende Kombination aus CBN-Schneidstoff und Mikrogeometrie zu finden, bewegen sich Anwender in vielen Fällen außerhalb von Standards. „Fünf Grad mehr oder weniger Unterschied in der negativen Mikrogeometrie entscheiden oft über Erfolg oder Misserfolg in der wirtschaftlichen Bearbeitung“, schildert Frederik Schmalbach. In solchen Fällen greift der Support von ISCAR: Innerhalb von zehn Tagen sind die Experten in der Lage, unbeschichtete Sonder-Mikrogeometrien zu produzieren, um Zerspanungsergebnisse zu optimieren.
CBN-Werkzeuge weiter auf dem Vormarsch
Nach Einschätzung von Frederik Schmalbach wird die Hartbearbeitung mit CBN-Werkzeugen in den unterschiedlichen Branchen weiter zulegen. Speziell in der Automobilindustrie sieht er geradezu einen Boom. „Die Auftragsbücher sind voll, die Nachfrage nach CBN-Werkzeugen ist groß“, sagt Schmalbach. Auch im allgemeinen Maschinenbau und selbst im Werkzeug- und Formenbau gibt es nach Einschätzung des Zerspanungsexperten weitere Potenziale bei der wirtschaftlichen Bearbeitung von gehärteten Materialien. In der Luft- und Raumfahrtindustrie sei das Ende der Fahnenstange ebenfalls noch nicht erreicht. Die Zerspanung mit CBN könnte hier besonders bei der Fertigung von Bauteilen aus der Nickelbasislegierung Inconel weiteren Boden gut machen.
Quelle: ISCAR Germany GmbH
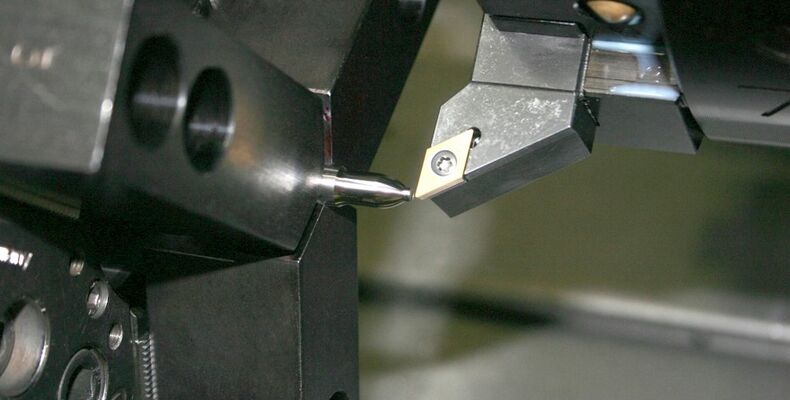
Vorschaubild: ISCAR Germany GmbH (ISCAR-Standard-Drehwerkzeug mit CBN-Schneideinsatz für die Hartbearbeitung eines Presswerkzeug-Stiftes in HRC 62)